

- 產品介紹
45#厚壁無縫鋼管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。

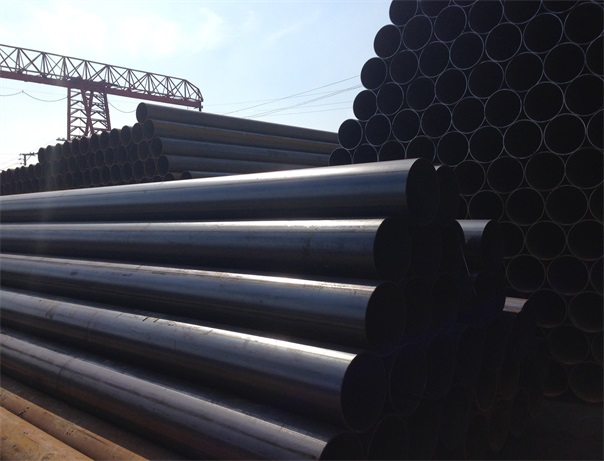
45#厚壁無縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材。廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。冷拔鋼管是一種通過冷軋工藝生產的具有高精密度,高光潔度的鋼管材料。由于具有高精度的特點,在精密機械制造,汽車配件,液壓油缸,建筑(鋼筋套筒)等行業中有著十分廣泛的應用。
產品工藝:
①45#厚壁無縫鋼管主要生產工序(△主要檢驗工序): 管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫
②45#厚壁無縫鋼管主要生產工序: 坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗
45#厚壁無縫鋼管重防腐環氧粉末涂料與聚乙烯塑料復合涂層(3pe)施工工藝在重防腐環氧粉末涂料的施工工藝中需要把握幾個關鍵點:*,采用和單層涂料相同的前處理方式;第二,采用靜電噴涂方式將粉末均勻地噴涂在管道的表面,厚度在厚度150μm~250μm之間;第三,在已經噴涂的粉末變化到膠化狀態之前,將膠粘劑涂在粉末上面;第四,擠出粘流態聚乙烯,并帶側向纏繞于膠粘劑之上,并輥壓使之與膠層牢固結合,這樣三層連接成為一個整體。45#厚壁無縫鋼管三層結構聚乙烯防腐層(3PE)綜合了熔結環氧粉末涂層和擠壓聚乙烯兩種防腐層的優良性質,將熔結環氧粉末涂層的界面特性和耐化學特性,與擠壓聚乙烯防腐層的機械保護特性等優點結合起來,從而顯著改善了各自的性能。因此作為埋地管線的外防護層是非常優越的。據有關資料介紹,三層45#可使埋地管道的壽命達到50年,目前,在國際上被認為是*的管道外防腐技術。在我國,三層45#已率先在石油天然氣系統得到應用。









